|
The
IMf-1000/xx00, 1000 Hz medium-frequency inverter provides a high quality weld
by its highly effi cient
and intelligent control system. The advanced control regulation adapts to the
given welding condition to produce a good weld nugget. In welding there can
be many process concerns that lead to defective welds. The normal way to fi nd these defects is to look at the weld ‘after’ the event
(via destructive or non-destructive testing) and then change the process
parameters to stop future defects. If a condition arises that is not normal,
the weld profi le is modifi
ed dynamically so as to ensure a good weld every
time. Also, the data of every weld is available to make the process more
visible, reducing the need for additional destructive/non-destructive
testing. |
Every
spot is treated as an individual weld. Each welding operation is close-loop
controlled by measuring the weld current, voltage and the interface
resistance. The control algorithm being very fast based on the 1 kHz inverter
gives accurate results in achieving the target values .The controller can be
used in Constant Current Control CC, Constant Voltage Control CV or the
adaptive regulation AR mode. The IMf – 1000/XX00
timer and medium-frequency inverter are housed in a compact enclosure. IMf -1000 hand held Programmer provides a user friendly
interface for programming parameters, monitoring and diagnostics. |
|
Features of IMf - 1000 Prominent Features: • 32-Bit High Performance RISC dual microcontroller based control system |
•
Additional inputs and outputs for future automation. |
|
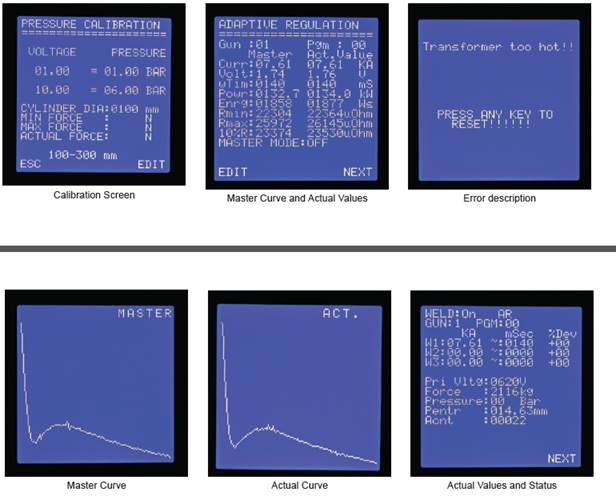
The
Adaptive Regulation (AR ) mode compensates for the following disturbances : •
Mains voltage fluctuations • Shunts • Electrode wear (automatic stepper
function) • Electrode force fluctuations • Adhesive and sealing between the
sheets • Welding splashes • Sheet thickness variation • Changes in kind and
thickness of coating |
Technical
Data for weld timer : No.
of programs 128 Welds
in a heat sequence 03 Welding
impulses 09 Control
modes CC, CV, AR Weld
parameter monitoring YES Stepper
function for CC, CV Output
for proportional valve YES Slope
up / slope down YES Signal
inputs current, voltage, force, pressure,
penetration Interfaces
RS485, Ethernet Automation
inputs and outputs YES |
|
|
|
|
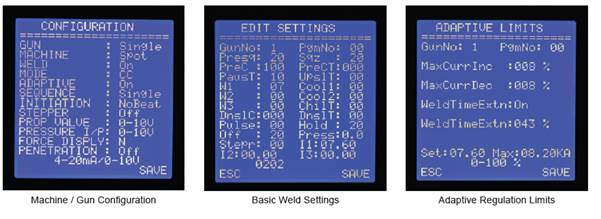
IMf - 1000 hand held programmer The IMf -1000 graphical
operating device is the handy, universal operating device for all IMF weld power
sources. With a functionality which exceeds the normal
performance of an operating device or a programming
station, the IMf-1000 is the connecting link between
production, quality control and process engineering. By the
graphic representation of the curve characteristics of
weld current, electrode voltage, resistance, electrode force
and electrode penetration, the weld expert obtains
important information on the defi nition and setting of the weld parameters. The measured values of the welds and the
graphic representation of the measured value trends are
helpful for the operator. All weld data records of the
weld data recorder which is integrated in each IMF can be
read and stored in the graphical operating device IMF-1000.
The stored data can be copied to every PC via the
built-in PC interface. The entire programming can be done with help of
just 2 function keys and a rotary switch |
|
|
Advantages of hand held programmer • Laptop/ PC not required for all program
parameter settings. All essential adaptive regulation parameter settings possible via hand held programmer. • Adaptive regulation suitable for non-coated,
coated as well as high tensile strength welding materials. • Adaptive settings, max allowable current,
weld time prolongation etc. can be directly set via programmer. • Adaptive programming made easy avoiding
complex programming. Ease of settings available on the programmer via function keys. • Graphs and values available on programmer to
select appropriate master curve. • Programmer with external adaptor enables offl ine programming of all parameters and later
downloading in weld
timer. |
Technical Data for weld timer : Language English Display LCD-graphics with backlight (70 x 70 mm) Interfaces RS485 and RS232 for PC connection Supply voltage via IMF power source or adaptor Type of protection IP65 Dimensions (H x W x D) 200 x 110 x 40 mm Weight 0.85 kg / 1.9 lb Calibration
Screen |
|
|
|
|
Alfa - AD PC Programming
and Analysis
Software |
|
|
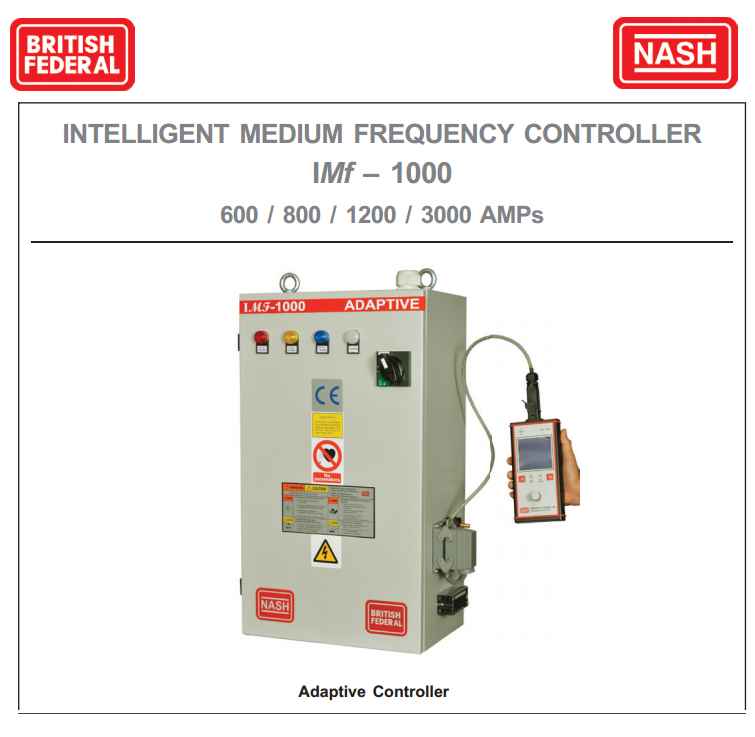
Alfa - AD PC-Programming and Analysis software
aims to determine the weld quality by mere visual analysis. Without any destructive testing, by visualizing the graphs user can
determine the nugget quality. With the Alfa - AD software and a PC or laptop connected to the Ethernet, online weld
parameter programming and analysis of the welding can be done. On the well-structured graphic screen a real-time process map of the
weld task is displayed. Through the graphic representation of the curve
characteristics of the process signals welding current, electrode voltage, welding power, electrode force, and electrode
penetration provides the weld expert all the required weld parameter information which he needs for adjusting the welding parameters.
The recorded values of the welds, the graphic representation of the measured value trends, and the display
of electrode life status and alarm messages are valuable tools for operators and maintenance technicians to guarantee the
weld spot quality. Functional Overview: • Easy programming of all weld schedules and
limit sets • Display of all process signals measured
values for the last weld • Limit setting for current, time, force,
penetration, voltages • Calibration of current, force, penetration,
pressure • Graphic curve characteristics representation
of the last weld process signals as well as the reference curve. System Requirements: • CPU Pentium IV, 2 GHz, 3 GB RAM or higher • VGA graphics card with a resolution of 1,024
x 768 or higher • Operating system Microsoft Windows XP or
Windows 7 •
Ethernet interface, RS485 interface |
|